Область применения
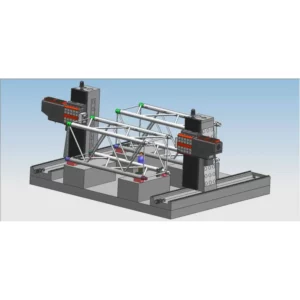
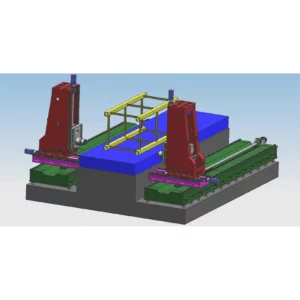
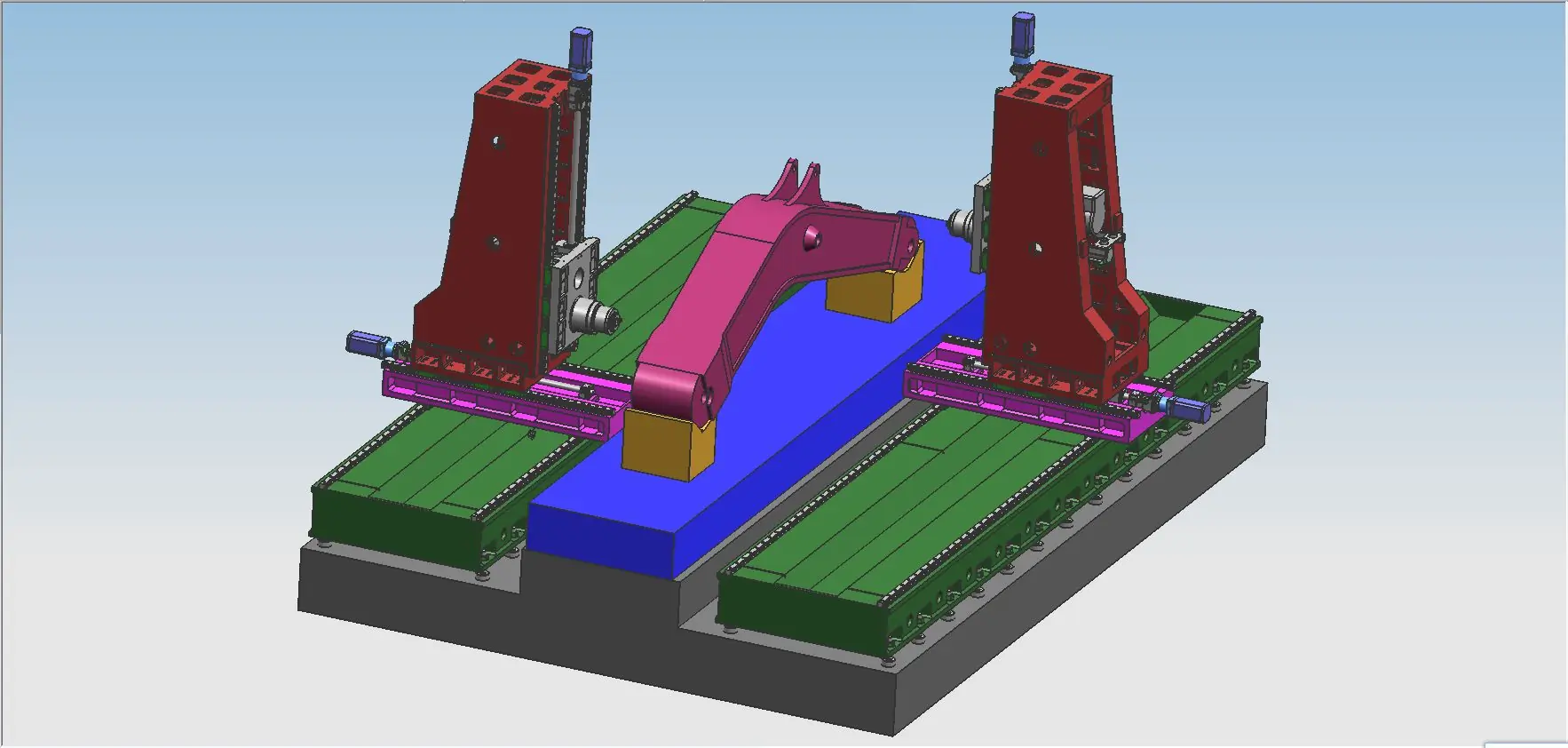
Двухстоечный фрезерно-расточный станок с ЧПУ с вертикальными колоннами и подвижными, расположенными напротив друг друга головками — это специальное оборудование для обработки симметричных заготовок для строительного оборудования. Станок оснащен подвижной колонной и двумя горизонтальными салазками, которые позволяют осуществлять сверление, фрезерование, растачивание, зенкерование, нарезание резьбы и некоторые другие методы обработки заготовок за один цикл. Станок имеет высокую скорость загрузки, разгрузки и позиционирования, а также отличные показатели точности и эффективности обработки.
Конструкция оборудования
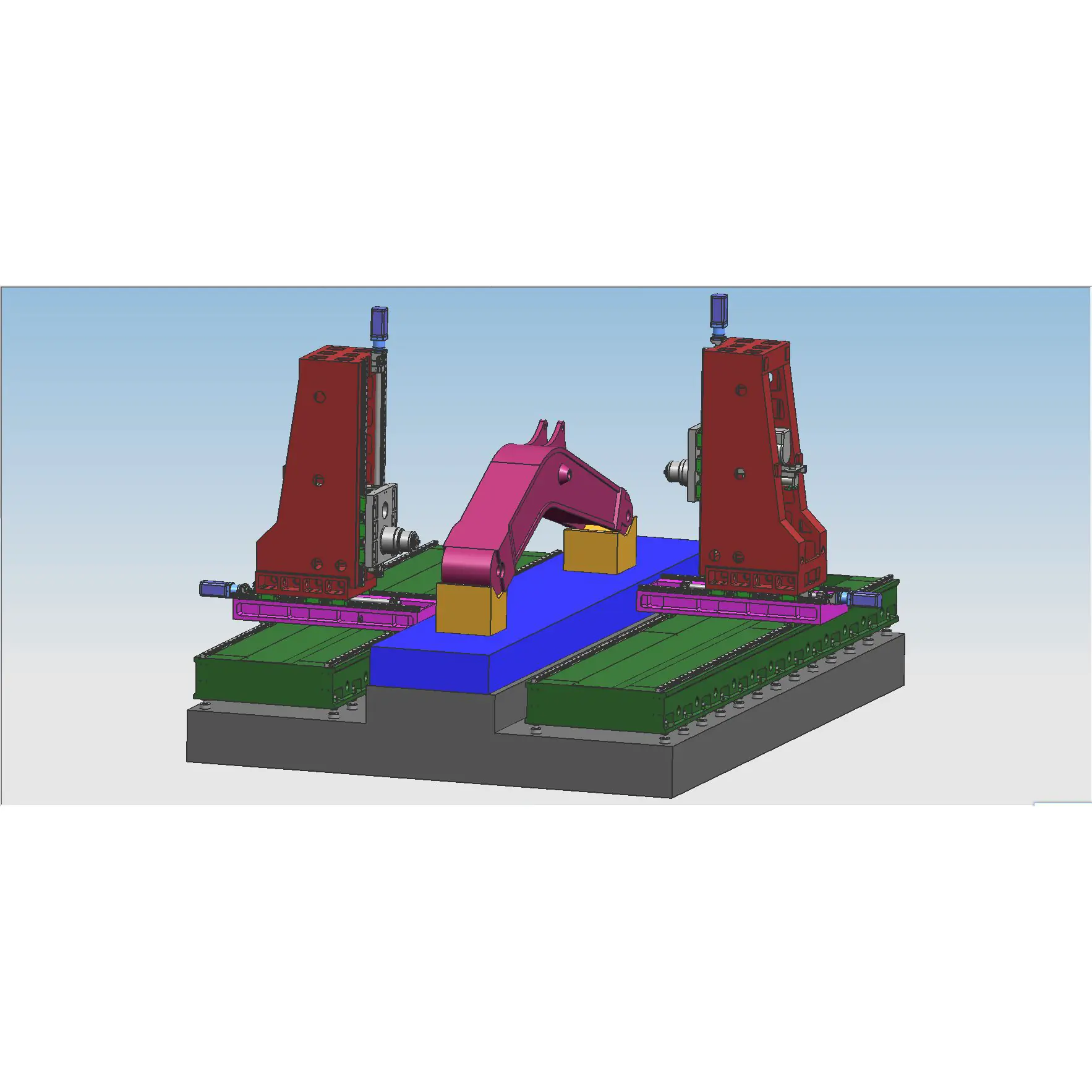
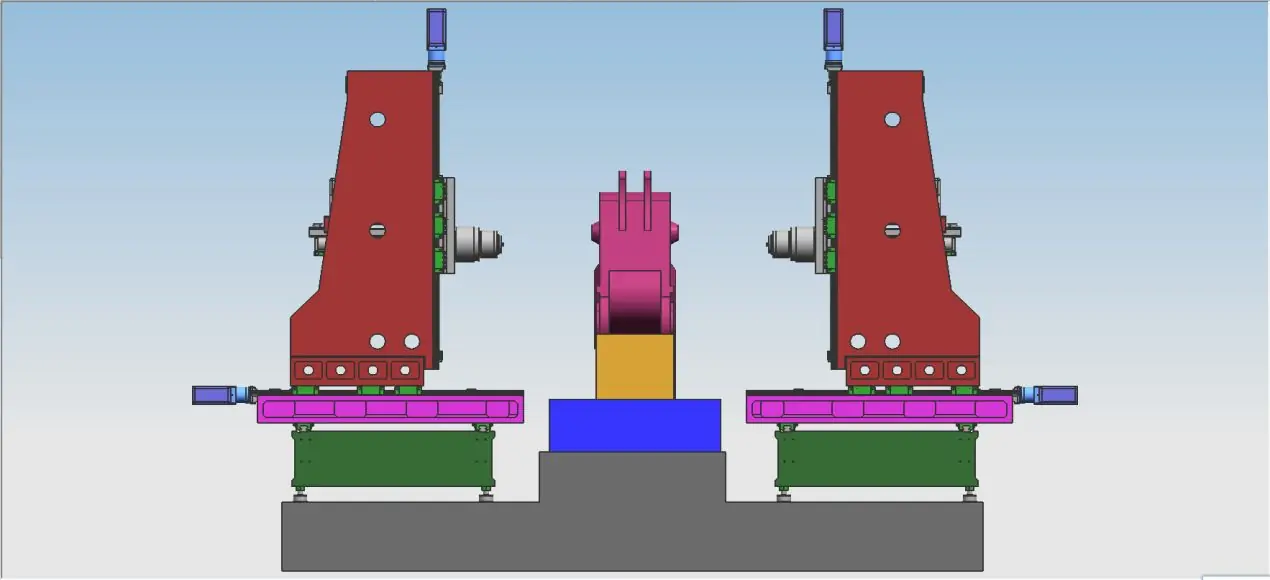
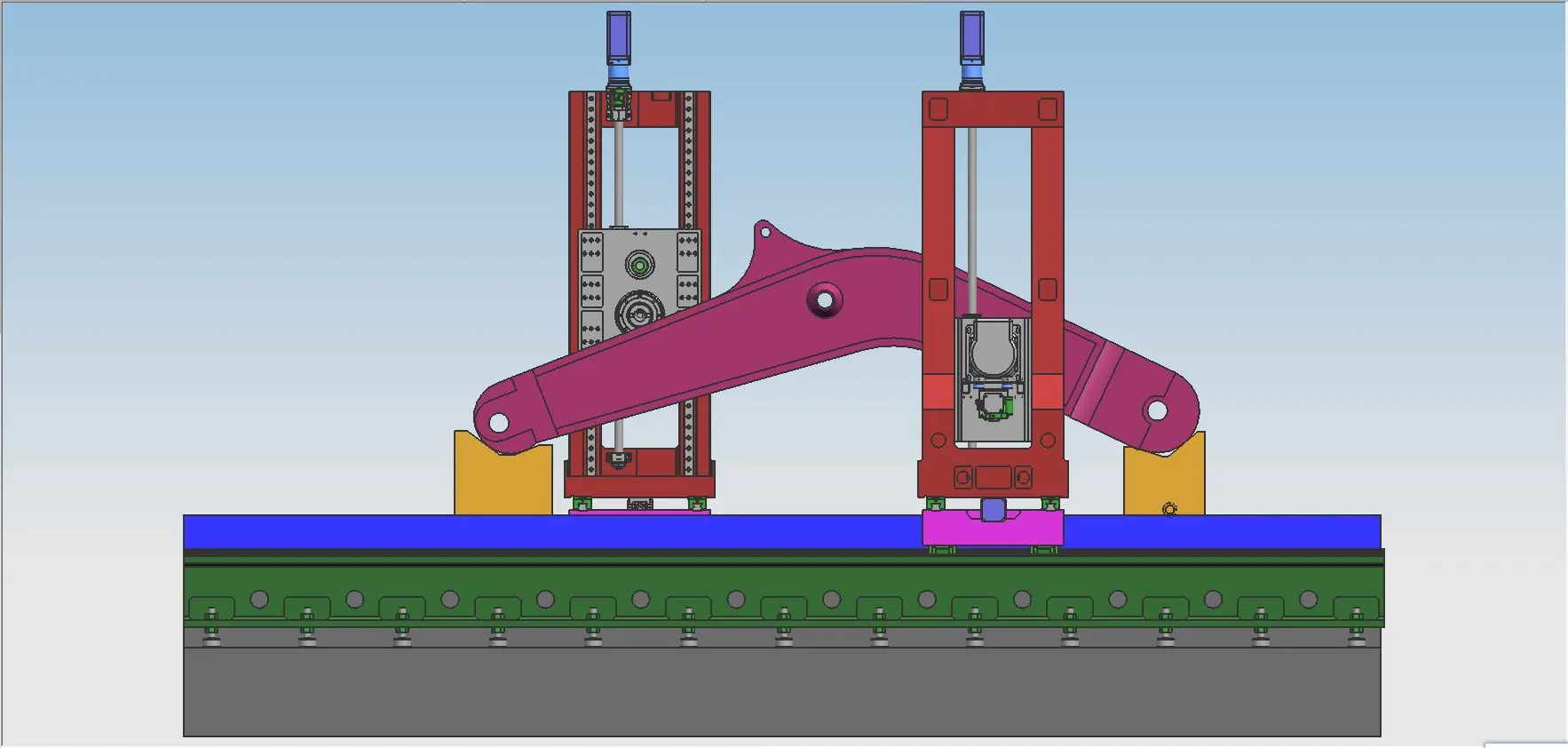
Основные компоненты станка: станина, рабочий стол, левая и правая колонны, салазки и прочее. Конструкция главных элементов выполнена из высококачественного серого чугуна HT250, что позволяет полностью устранить негативное напряжение и сохранить высокие эксплуатационные характеристики. Станок имеет 6 осей подачи и 2 силовые головки, которые осуществляют 4-осевую, 6-осевую или одиночную обработку.
1. Структура подающей части осевой передачи
1. Оси X1/X2: колонна совершает возвратно-поступательные движения в продольном направлении по высокопрочным прецизионным направляющим станины. Передача по оси X1/X2: серводвигатель переменного тока и высокоточный планетарный редуктор используются для линейного перемещения по оси Х посредством шарико-винтовой передачи. Движение осуществляется по двум высокопрочным прецизионным линейным направляющим. Класс точности шарико-винтовой передачи — C5.
2. Оси Y1/Y2: фрезерно-расточные силовые головки 1 и 2 установлены на подвижных салазках с обеих сторон колонн, они совершают возвратно-поступательные движения по высокопрочным направляющим станины по осям Y1 и Y2. Передача по оси Y1/Y2: серводвигатель переменного тока используется для линейного перемещения по оси Y посредством шарико-винтовой передачи. Движение осуществляется по 4 линейным направляющим. Класс точности шарико-винтовой передачи — C5, используется полузакрытый контур управления.
3. Оси Z1/Z2: фрезерно-расточные силовые головки 1 и 2 установлены на подвижных салазках вертикально с обеих сторон колонн, они совершают возвратно-поступательные движения по осям Z1 и Z2 вверх и вниз по направляющим. Передача по оси Z1/Z2: серводвигатель переменного тока используется для управления высокоточным планетарным редуктором и шарико-винтовой передачей для линейного перемещения салазок по двум линейным направляющим оси Z. Класс точности шарико-винтовой передачи — C5.
2. Система удаления стружки и охлаждения
С обеих сторон станка под рабочим столом установлены спиральные и горизонтальные цепные конвейеры для удаления стружки. Стружка автоматически перемещается на конвейер в конце рабочего цикла. В баке охлаждающей жидкости конвейера для удаления стружки имеется насос, который используется для внешнего охлаждения инструмента, что обеспечивает высокую производительность и увеличивает срок службы инструмента, а также позволяет повторно использовать охлаждающую жидкость.
3. Цифровая система управления
На цифровом интерфейсе можно отрегулировать цикл удаления стружки и функцию подъема инструмента для очищения от стружки.
Управление осуществляется через ЖК-дисплей на централизованном блоке управления или при помощи дистанционного пульта (оба устройства оснащены USB интерфейсом). Для упрощения программирования, коммуникации, хранения и отображения информации, система управления имеет некоторые полезные функции: компенсация ошибок, автоматическое оповещение о сигналах тревоги и другие.
Оборудование имеет функцию предварительного просмотра и повторного осмотра после процесса обработки.
4. Автоматическая система смазки
Прецизионные пары линейных направляющих, прецизионные ШВП и прочие высокоточные компоненты, осуществляющие движения станка, оснащены автоматическими системами смазки. Автоматический смазочный насос качает масло под давлением, перемещая его в камеру лубрикатора. После заполнения масляной камеры, когда давление в системе повышается до 1,4-1,75 МПа, системное реле давления замыкается, насос останавливается, и одновременно разгружается разгрузочный клапан. Когда давление масла в системе падает ниже 0,2 МПа, лубрикатор начинает процесс смазки. Благодаря высокой точности лубрикатора и устройству обнаружения давления в системе обеспечивается надежная подача масла, а на поверхности кинематической пары образуется масляная пленка, что уменьшает трение и износ компонентов, и предотвращает повреждения конструкции, вызванные перегревом. Роликовые линейные направляющие качения имеют ряд преимуществ по сравнению с обычными направляющими скольжения:
- Высокая чувствительность движения, коэффициент трения направляющих рельсов составляет всего 0,0025-0,01, что позволяет использовать двигатель меньшей мощности.
- Крайне низкое значение интервала времени между управляющим сигналом и механическим действием станка, что способствует улучшению скорости реакции и чувствительности системы ЧПУ.
- Направляющие качения отлично подходят для высокоскоростного линейного перемещения, мгновенная скорость примерно в 10 раз выше, чем у направляющих скольжения.
- При использовании направляющих качения можно реализовать движение с нулевым уровнем зазора, что повышает жесткость движения механической системы.
- Высокая точность, отличная универсальность и простота обслуживания.
Условия эксплуатации
Требования к окружающей среде
Для обеспечения высокого уровня точности и качества обработки необходимо поддерживать постоянный уровень температуры окружающей среды.
1. Рабочая температура окружающей среды составляет от -10°C до 35°C. Если температура окружающей среды составляет 20°C, уровень влажности должен быть в пределах 40~75%.
2. Для поддержания статической точности станка оптимальная температура окружающей среды должна составлять от 15°C до 25°C с разницей температур ± 2°C/24 ч.
Параметры сети: 380 В, 50 Гц, 3Ф, колебания напряжения в пределах ± 10%.
Если напряжение нестабильно, станок должен быть оснащен стабилизированным источником питания.
Станок должен быть надежно заземлен медным проводом, диаметр которого составляет не менее 10 мм², сопротивление заземления — менее 4 Ом.
Если сжатый воздух не соответствует требованиям, то для обеспечения нормальной работоспособности оборудования перед подключением источника воздуха необходимо установить воздухоочиститель (с функциями осушения, обезжиривания и фильтрации).
Во избежание сбоев и потери точности станка оборудование следует хранить вдали от зоны воздействия прямых солнечных лучей, источников вибрации, тепла, высокочастотных генераторов и электросварочных аппаратов.